Sn を含んだ、はんだと Cu による金属間化合物の成長は温度が高くなるに従い進行が早 くなるので、はんだ付け工程時には気をつけなければなりません。またはんだ付けによる加 熱時だけでなく、高い温度で保管した場合も金属間化合物の成長が進行することが知られ ています。
下にはんだ付けを終えた後の保管温度と金属間結合層成長厚さの関係を示しま す。
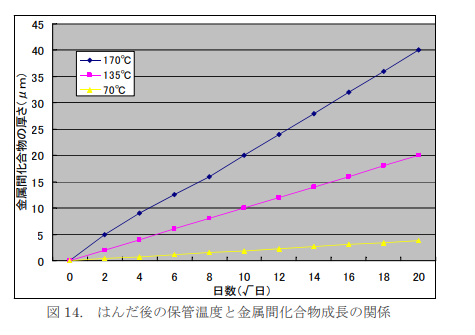
図 14 より、70℃程度では金属間化合物の成長はあまりありませんが、130℃で金属間化 合物の成長が早まり、170℃になるとが急激に成長しているのがわかります。シールドケー ブルなどの楽器類はあまり高温の場所に置かれる事はないですが、アンプなどの高温を発 生する装置内部では時間経過と共にはんだが劣化することが考えられます。保管温度につ いても考慮する必要があります。
オールドの基材などはこの部分での劣化が考えられます ので、実際に使うオールド機材ではそのあたりも考慮してください。
(金属間化合物の成長 と共にフラックスが残っていることによる劣化も考慮しなければなりません。フラックス による劣化については後の項で説明します。)
固体金属の溶食
今まで、「はんだ付けは母材となる固体金属の中に(ここでは銅を考えています)融点の 低いはんだが熱せられることで溶けて、主にSnが銅の中に進入して金属間化合物を作る。」 としてきましたが、実際は母材となる銅も融けてはんだの中に溶け込んでいます。
銅の融点は 1083℃ですが溶融した Sn と接触すると容易に低温で融けていきます。
下に 各金属の 1 気圧での融点を示します。
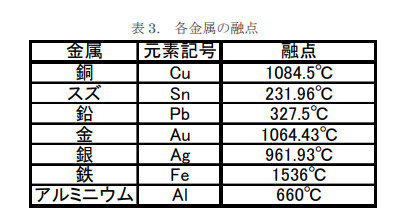
共晶はんだは融点 231℃の Sn と融点 327℃の Pb でできていますが、この 2 種類がある 割合で混ざると融点が 273℃と低くなります。 これと同じようなことが Sn と Cu の間でも起こり、融点 1084℃の Cu がはんだ付けの時 の加熱で溶け出す現象がおきます。
この現象を「はんだ食われ」と言い、「はんだの科学(そ の 4)」のフローはんだのような場合は、はんだ層の中に Cu が溶け込み、長く使っていく と、はんだの成分比が変わってくるなどの問題が発生しますが、コテはんだにおいても、は んだ付け温度が高く、はんだ付け時間が長すぎる場合も Cu が溶け出すことがあります。
特に銅の薄膜などを はんだ付けする場合は、銅がはんだ中に溶け出して無くなってしま うことがあります。
固体の母材金属が溶融した金属に溶出する場合、溶質濃度の時間変化を示した式を下に 示します。

(7)式より単位時間あたりの溶質の濃度変化は反応界面積、溶質の濃度差に比例して溶 液の体積に反比例することがわかります。また、溶解速度定数は温度に比例する定数ですの で、はんだの溶出速度を抑えるためにははんだの接触面積を小さくして、はんだ内の溶質の 濃度を高め、はんだ付け温度を下げることで、溶出を抑える効果が見込めるということにな ります。
はんだ中に、母材となる材料が入っているはんだは母材の溶出が小さくなる効果が 見込めるということにもなります。 次回は Cu 以外のめっきに使われる Au やケーブルに使われる Ag と はんだへの溶出と、 少し難しいですが、物質の状態を知るための、相という考え方を導入していきましょう。